
Introduction
Whenever miniature Tungsten filament lamps are used in a system, their function is always important and often vital. However, there is usually far less thought given to the correct selection of lamps than to most other system components. As a result, lamps are not always used to their best advantage, or unsuitable lamps may be chosen for a particular application, with inconvenient or expensive consequences.
The following notes are intended to provide system designers with an understanding of the basic technicalities of small lamps, an appreciation of their capabilities and limitations, and some guidance on their selection and use for optimum performance.
Lamp Construction
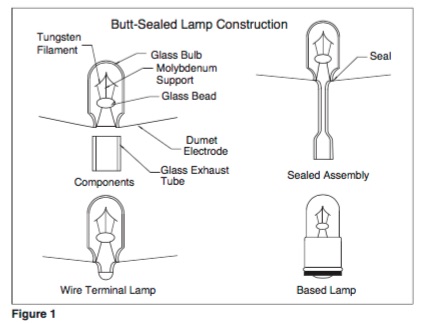
The critical working part of a lamp is the filament, which can be resistance heated to incandescence and maintained in that condition for long periods.The material used for filaments is Tungsten, because of its very high melting point, 3655°K, its high mechanical strength, and its low rate of evaporation at elevated temperatures. The filament is protected by a non-oxidizing environment, either a vacuum or an inert gas, inside a glass bulb.The filament is mounted between two electrode wires, which provide mechanical support and which pass out through the glass to provide the electrical connection.
The electrode wires are made from a special material known as Dumet, a low resistance material which consists of a copper sheath around a nickel-iron core, the dumet is constructed so that its expansion coefficient is the same as that of the glass used for the bulb. It is given a special surface treatment, permitting an air-tight seal to be made where the electrodes pass through the glass. Inside the lamp, the electrodes are supported and insulated, commonly by means of a small glass bead melted around them. The bead may also carry one or more pieces of molybdenum wire, which are formed around the filament to provide additional mechanical support. In a “bead-sealed” lamp, the bead itself is sealed into the neck of the glass bulb, and the elec- trodes pass out directly through the bead.
The sealed glass bulb may be secured to a metal or plastic base with connections soldered or welded to the electrodes,
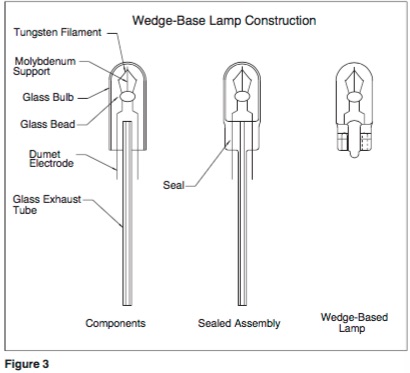
for replaceable use in a corresponding lampholder or fitting. Alternatively, the lamp may be used without a base, in “wire-ter- minal” form, by connecting the external lengths of electrodes directly into a circuit. For this purpose the electrodes may be tin plated for solderability. The “wedge-base” lamp is a variation in shape with the electrodes folded around it for direct replaceable fit into a plug-in holder. In this case the electrodes are nickel plated to provide reliable connection.
The critical working part of a lamp is the filament, which can be resistance heated to incandescence and maintained in that condition for long periods.The material used for filaments is Tungsten, because of its very high melting point, 3655°K, its high mechanical strength, and its low rate of evaporation at elevated temperatures. The filament is protected by a non-oxidizing environment, either a vacuum or an inert gas, inside a glass bulb.The filament is mounted between two electrode wires, which provide mechanical support and which pass out through the glass to provide the electrical connection.
The electrode wires are made from a special material known as Dumet, a low resistance material which consists of a copper sheath around a nickel-iron core, the dumet is constructed so that its expansion coefficient is the same as that of the glass used for the bulb. It is given a special surface treatment, permitting an air-tight seal to be made where the electrodes pass through the glass. Inside the lamp, the electrodes are supported and insulated, commonly by means of a small glass bead melted around them. The bead may also carry one or more pieces of molybdenum wire, which are formed around the filament to provide additional mechanical support. In a “bead-sealed” lamp, the bead itself is sealed into the neck of the glass bulb, and the elec- trodes pass out directly through the bead.
The sealed glass bulb may be secured to a metal or plastic base with connections soldered or welded to the electrodes,
for replaceable use in a corresponding lampholder or fitting. Alternatively, the lamp may be used without a base, in “wire-ter- minal” form, by connecting the external lengths of electrodes directly into a circuit. For this purpose the electrodes may be tin plated for solderability. The “wedge-base” lamp is a variation in shape with the electrodes folded around it for direct replaceable fit into a plug-in holder. In this case the electrodes are nickel plated to provide reliable connection.
Figure 1 shows the components and construction of a typical “butt-sealed” lamp. The glass-to-metal seal is made by sealing the electrodes between the neck of the bulb and a piece of glass tube. The lamp is vacuum pumped through this tube, which is then sealed off in a small tip close to the bulb neck. The slight variations in method of construction for the above mentioned bead-sealed and wedge-base types are shown in Figures 2 and 3, respectively.

Basic Principles of Lamp Operation
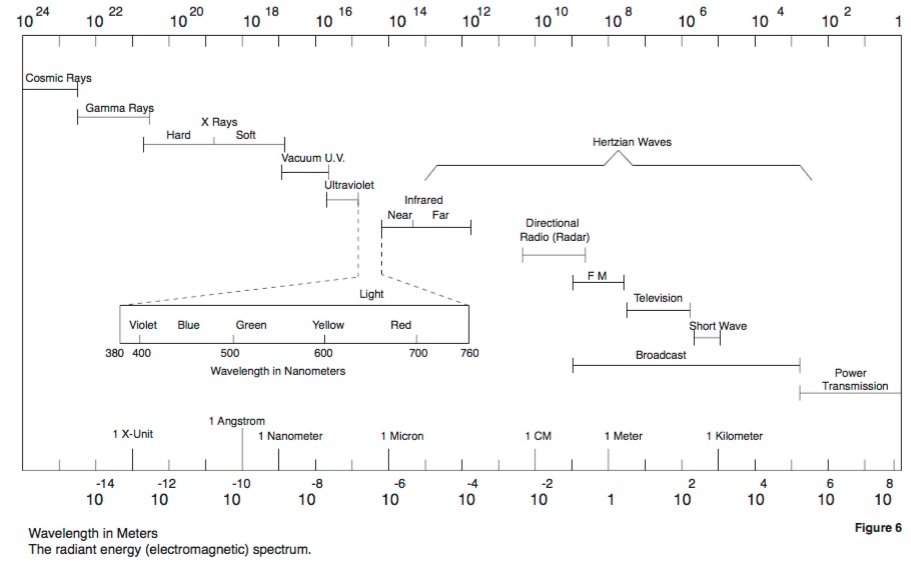
The practical limits of the radiant energy spectrum extend over arange of wavelengths varying from a few picometers to one hundred thousand miles (10 ̄12 meters to 1.6 x 10 meters). Figure 4 shows a graphical representation of the spectrum and is useful in indicating the relationship between various wavelength regions. It should not be construed to indicate that each region of the spectrum is divided from the others. There is a gradual transition from one region to another.
Light, which is radiant energy with wavelengths between 380 and 760 nanometers, is generated in in incandescent lamp by resistance heating the filament so it will incandesce. At low temperatures of incandescence, approximately 1300°K, most of the energy is emitted in the infrared portion of the spectrum, and very little falls into the visible portion. However, as the temperature increases, the percentage of visible energy also increases, so operation at the highest temperature possible is desirable for greatest luminous efficacy (lumens per watt). Tungsten is ideally suited for filament material because of this high temperature. A Tungsten filament becomes incandescent (starts to emit visible radiation) at approximately 1000°K. In vacuum lamp, typical filament operating temperatures are in the 1800°K to 2500°K range, corresponding to luminous efficacies of 1 to 8 lumens per watt.
Frequency in Cycles Per Second
As efficacy is increased by raising the filament operating temperature, the evaporation of Tungsten becomes more rapid and life eventually becomes unacceptably short. To offset this effect, the vacuum can be replaced by an inert gas, such as Argon or Krypton, which will not react chemically with the Tungsten. The pressure of the gas inside the lamp suppresses and reduces the evaporation. It is then practical to operate filaments in the temperature range of 2500°K to 2900°K, with luminous efficacies up to 17 or 18 lumens per watt.
The counter effect to gas filling is that the gas cools the filament. Therefore, a filament designed for a vacuum lamp cannot be used directly in a gas filled lamp because its cooler operation would result in lower efficacy. To compensate for this, the tungsten wire diameter must be reduced. Therefore, the reduction in evaporation rate gained by gas filling can be offset by the fact that the Tungsten is thinner initially. Consequently,
it is beneficial to use gas filling only with relatively thick filaments, with relatively high current ratings. As a general guide for miniature lamps, current ratings up to 0.3 amps are made in vacuum, while current ratings above 0.3 amps may require gas filling if high efficacy is required.

Lamp Design Characteristics
The four basic operating characteristics of voltage, amperage, luminous intensity, and life are all interrelated. To obtain the desired characteristics, the lamp designer can adjust the filament wire diameter and length. However, because of their interrelationship, not all combinations are possible.
1. Voltage-Generally, the higher the desired operating
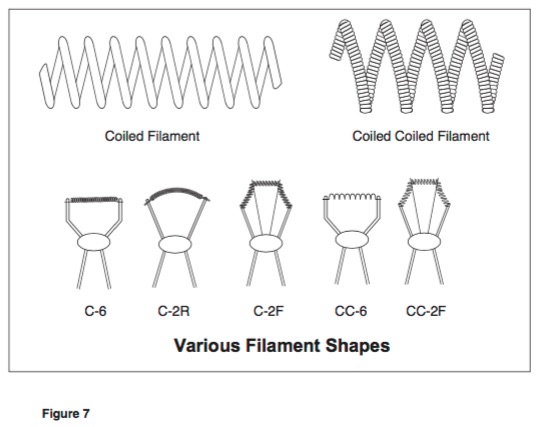
voltage, the longer the filament must be. Because of the length of wire required, even low voltage subminiature lamps have filaments that are coiled. High voltage lamps, typically above 6.3 volts, will require additional filament supports called anchor wires. In some cases, the filament is so long that it will have to be coiled twice to be able to fit in the size bulb that is being used (See Figure7).
.
2. Amperage-The current required by the filament is determined by the resistance of the wire. A small diameter wire will have a higher resistance and, therefore, will draw less current. The temperature at which a filament operates is also a major factor in determining the resistance because a tungsten filament at 2,000°K has a resistance of ten times its resistance at room temperature. (See Figure 8).
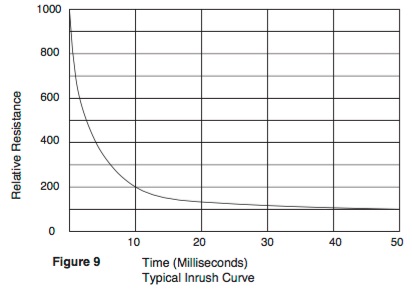
Inrush current is the current the filament requires when first energized. Because of tungten’s low resistance at room temperature, the current will be very high initially. As the filament heats up, the current will drop. The steady state value of current is reached when the temperature of the filament stabilizes. The time to reach steady state depends on the temperature at which the filament will operate and the size of the filament wire. A maintaining or “keep alive” voltage across the filament will keep the filament warm in its off state, and reduce the inrush current considerably. Typically, less than one volt will bring the filament to the threshold of incandescence and reduce the peak current by about 50%. Figure 9 shows a typical inrush curve for a particular lamp. The minimum current at which a lamp can operate is limited by the size of the Tungsten wire that is available. The maximum current is a function of the maximum permissable wattage that can be dissipated by the bulb.
.
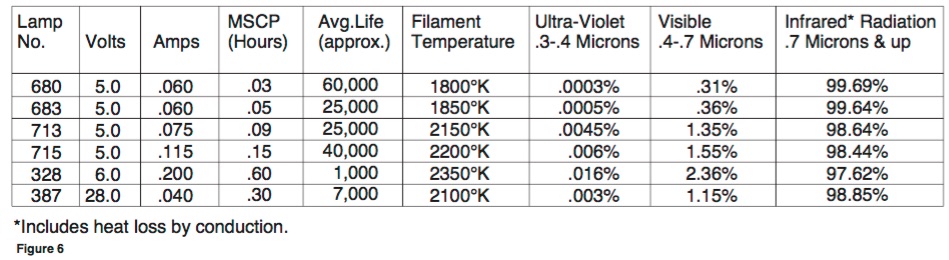
Filament temperatures are usually associated with color temperature as opposed to actual temperature. A blackbody is defined as a body which absorbs all radiation incident upon it, transmitting and reflecting none. A blackbody will, for equal area, emit more total power and more power at any given wavelength than any other source operating at the same temperature. Figure 5 shows the power output versus wavelength for a blackbody radiator at various temperatures. Filament color temperature is the temperature at which a blackbody must be operated so its output is the closest approximation to a perfect color match with the output of the filament. Figure 6 shows color temperatures and percentages of energy output of some of the more popular incandescent lamps.
3. MSCP-The mean spherical candle power is the average luminous intensity of a lamp in all directions. The measurement is made by placing the lamp at the center of an integrating sphere. This averages the light coming from the lamp over the sphere’s surface.
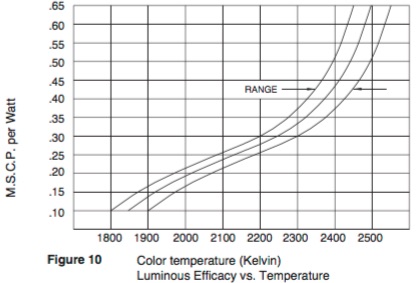
The luminance of the sphere surface is then measured. Because of differences in measuring equipment, calibration is usually done using MSCP standards available from the National Bureau of Standards.
MSCP is a function of the filament color temperature and the emitting surface area of the filament. For a given temperature, doubling the surface area of the filament will essentially double luminous efficacy and color temperature for vacuum lamps. Because of directional radiation characteristics of lamps, there is no direct relationship between MSCP and footcandles. However, if the light distribution from a lamp were equal in all directions, a lamp with an MSCP of one would also measure one footcandle at one foot distance. The inverse square law would apply for distances other than one foot. MSCP is directly related to lumens, as 4p x MSCP=lumens.
4. Life-Of all the operating characteristics, lamp life is the least predictable. Exact life performance to burnout cannot be determined for any incandescent lamp under any set of conditions. The lamp filament must deteriorate to produce illumination, and actual life is a function of this deterioration. Life is defined as the point at which the lamp fails to light. Rated lamp life figures are usually determined mathematically as the point at which the filament wire weight has been reduced by ten percent. The figures obtained are then confirmed by actual laboratory testing. Since it is sometimes impractical to run life tests at rated voltages, accelerated testing is done. Factors are then applied depending on the voltage, and lamp life is estimated from this.
The relationship between accelerated life values and rated life values is generally determined as a function of the 12th power of

This relationship was established many years ago and is used extensively. It should be understood that figures obtained are only approximate, and the greater the difference between the accelerated voltage and rated voltage, the greater the percentage of error.
Application
The application in which lamps actually operate is usually different than conditions under which they are typically tested. Lab life testing is done at rated voltages with lamps operating in parallel on 60 cycle alternating current from a constant voltage source. Shortened life can be expected if lamps operate either on direct current, in series, or from a constant current source, some increase in life performance can be expected if the voltage across the lamp is below rated voltage. The environment can also have an effect on lamp characteristics. Shock and vibration, high ambient temperature and helium atmospheres can all reduce the operating life.
Rerating
Many times users can not find a lamp in the catalog which will meet the necessary requirements at its rated voltage. It is sometimes possible, however, to rerate a lamp of a different voltage to satisfy the need. The following relationships can be used to determine what the current and MSCP will be for a lamp operating at a voltage other than rated.
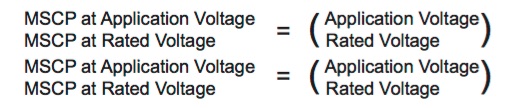
Additionally, the previously mentioned 12th power law for life can be used to estimate the rerated life. It must again be emphasized that these relationships are only approximate. The greater the deviation from rated voltage, the greater the percentage of error.
Direct Current
The reduction in lamp life from D.C. operation is from filament “notching”. The Tungsten surface becomes very irregular after burning, appearing very faceted from the formation of notches at grain boundaries. These notches reduce the filament diameter at various points, creating hot spots, and faster evaporation and reduced filament strength become the dominant factors influencing reduced lamp life.
Filament notching is predominant with fine wire filament lamps with operating temperatures that are lower than that for signifi- cant normal Tungsten evaporation. Because of this, operation at a voltage lower than rated voltage usually does not yield the increase in life normally expected.
Series Operation
The reduction in lamp life from D.C. operation is from filament “notching”. The Tungsten surface becomes very irregular after burning, appearing very faceted from the formation of notches at grain boundaries. These notches reduce the filament diameter at various points, creating hot spots, and faster evaporation and reduced filament strength become the dominant factors influencing reduced lamp life.
Constant Current
When lamps operate from a constant or nearly constant current source, as in the case of a series resistance, life is reduced approximately 50%. In both cases, the increase in resistance from Tungsten evaporation results in a higher voltage across the lamp. However, in many situations, a series resistor is used to drop the voltage of the lamp to a point below the rated voltage. The lamp life may then be greater than the rated life, depending on the actual voltage across the lamp.
Multiplexing
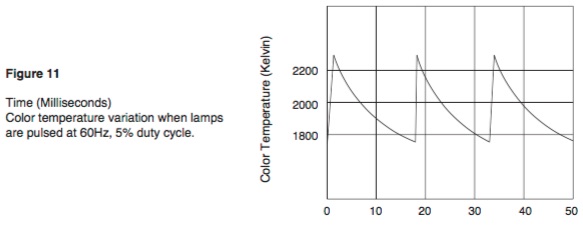
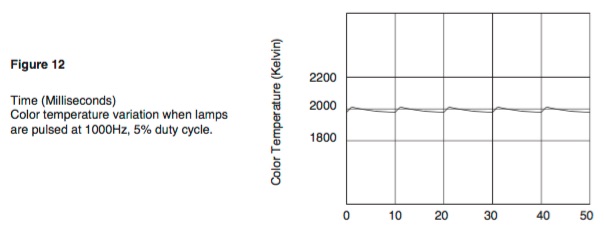
D.C. pulsing, or driving lamps with very short, higher voltage pulses, is feasible, but it must be carefully controlled. Frequency, duty cycle and peak voltage all should be determined to optimize lamp life. The MSCP of the lamp should be equivalent to the rated MSCP, as if the lamp was operated at rated voltage. Reducing either the duty cycle or the peak voltage will reduce the MSCP. Also, the frequency must be high enough to prevent the lamp from flickering. If the frequency is too low, the filament temperature will fluctuate and reach higher temperatures than normal. These higher temperatures, even for brief periods of time, will cause excessive Tungsten evaporation. (SeeFigures 11 and 12). The operating frequency should be kept above 400 Hz to minimize this temperature fluctuation.
Since the lamp is still operating on direct current, filament notching will exist, and the anticipated lamp life will be shortened accordingly
Shock and Vibration
Miniature lamps are susceptible to damage from shock and vibration. The lamp filament is a coiled wire supported at both ends; like a spring, it is free to vibrate. Over time this vibration causes excessive filament twisting, which eventually leads to lamp failure. If a shock imparted to the lamp is great enough, failure will occur immediately.
Shock and vibration analysis and testing of lamps are usually done very early in their operating life. Therefore the lamps seldom fail. However, as lamps age, filaments become more and more brittle, and consequently, are more vulnerable to shock and vibration failure. Direct current operation will embrittle a filament faster than alternating current, due to the notching previously described. Also, lamps are more prone to fail when no current is being passed through the filament, since the filament is less flexible when cold.
Even though shock and vibration are primary factors reducing lamp reliability, they can seldom be avoided. Certain precautions can be taken, however, to optimize performance. •Use lower voltage, non-anchored filament lamps. Higher
voltage lamps generally have longer, finer diameter filaments, so in addition to not being as strong, there are more points along the filament where failure may occur. Also, because anchor wires physically separate the filament into different segments, there will be a greater number of resonant points.
•Derate lamps to lower filament temperatures. This will retard grain growth and extend the time to embrittlement.
•Maintain a “keep alive” voltage across the lamp in the off condition. The filament is most brittle when it is cold.
•Select mounting hardware to isolate the lamps to provide shock and vibration dampening wherever possible.
Ambient Temperature
Miniature lamps will operate satisfactorily over a wide temperature range. Once again, for extreme conditions, care must be taken to select the proper lamp
High ambient temperatures induce the “Water Cycle”. During lamp manufacture, water vapor is absorbed by the lamp components, especially the glass and wire. As long as this water is retained by the materials, it has no detrimental effect. However, at high temperatures, the water will precipitate from the glass and decompose when heated by the filament. Free hydrogen passes off, and the oxygen combines with the Tungsten to form Tungsten Oxide, which will deposit on the glass wall of the envelope. The free hydrogen will then reduce the oxide, leaving metallic Tungsten on the glass, combining with the oxygen to again form water. The water molecules then return to the filament and a new cycle is begun.
The water cycle occurs when the glass temperature exceeds 100°C, and at higher temperatures the process is accelerated. Under severe conditions, lamp life may be only a few hours. Lamps can be only expected to operate up to 130°C for short periods of time.
The following precautions should be taken for operation under high ambient conditions.
- Avoid lamps with high wattage. Ambient temperature and normal lamp operating temperature are cumulative.
- Derate lamps to reduce operating temperature.
- Optimize heat sinking and supply ample ventilation
whenever possible.
Low ambient temperatures do not present any problems to reliable operation. However, if the lamp is mounted with a rigid potting material, differences between that material’s expansion and contraction characteristics and those of the lamp will crack the glass. It is recommended that a semi-rigid or flexible material such as silicone rubber be used for mounting.
Color Filtering
Incandescent lamps, due to their wide spectral emittance, can be filtered to yield almost any color. Coating lamps with a specially formulated mixture is a popular method of filtering which eliminates the mounting problems often associated with external filters. Where color requirements are critical, such as in aircraft panel lighting, the coating mixture can be adjusted and lamps can be preselected, so uniformity and precision are guaranteed. External filters can also be used, but the flexibility and accuracy of colors are generally lost. When using such filters, care must be taken not to restrict the normal air supply to the lamp which can cause the glass to reach excessive temperatures. A silicone rubber boot placed over the lamp is one effective method of filtering, providing some of the advantages of a coated lamp. Differences in measuring techniques and equipment make it difficult for the supplier and user to agree on the same criteria when defining specifications for color. Equipment manufacturers generally speak in terms of system colors, while component manufacturers refer to lamp color. It is impractical for the lamp manufacturer to maintain equipment identical to that of each user supplied. To alleviate this problem, lamp standards should be exchanged for correlation. In this way, all equipment can be identically calibrated, and component measurements will correlate.
Helium Environment
In some equipment, helium is used as a cooling gas, and lamps must operate in this atmosphere. This presents some unique problems, because helium molecules are so small, they tend to pass right through the glass envelope. If the amount of helium within the lamp is sufficient, it will cool the filament to the point at which it will not incandesce, rendering the lamp useless. Helium permeation is dependent on the thickness and composition of the glass envelope, and its temperature. It is imperative that temperature be kept to a minimum, as it is the dominant factor in deciding the rate of permeation.
Special lamps are available specifically designed for operation in a helium atmosphere, whose envelopes have thick walls, and are made of lime glass. These lamps should be used if at all possible. If this is not practical, select a lamp with the lowest possible wattage and temperature. Also, avoid the use of pure helium.
Handling
Most lamps will withstand the effects of normal handling. Shipping containers and packages provide adequate protection to prevent damage from delivery. However, during equipment assembly or installation, lamps should be handled with care. Based lamps, designed for replacement, require no special care other than to avoid extreme shocks. Wire terminal lamps are a bit more fragile, and should be handled as described. •Avoid bending the lamp leads at the point where they emerge from the glass. Cracking the glass will allow air to enter the vacuum. Excessively sharp bending can cause lead wire breakage.
- Select cutting tools to minimize the shock imparted to the lamp when trimming the lead wires.
- During soldering, do not allow the soldering iron to come in contact with the glass envelope. Solder wicking up the lead wires and contacting the glass should also be avoided.
Bulbs
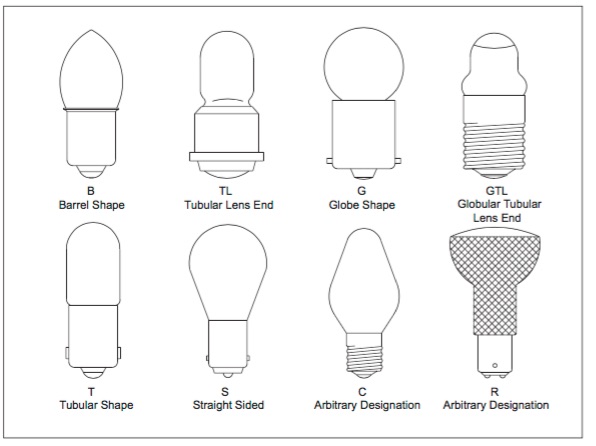
A bulb is designated by a combination of letters and numbers. The letter indicates the shape of the bulb, and the number indi- cates the approximate maximum diameter of the bulb in eighths of an inch.
For example, T-5 designates a tubular bulb that is approximately 5/8 of an inch in diameter. The letter L in a bulb’s designation indicates the bulb as a lens-end type. Various bulb shapes are shown below.
Bases
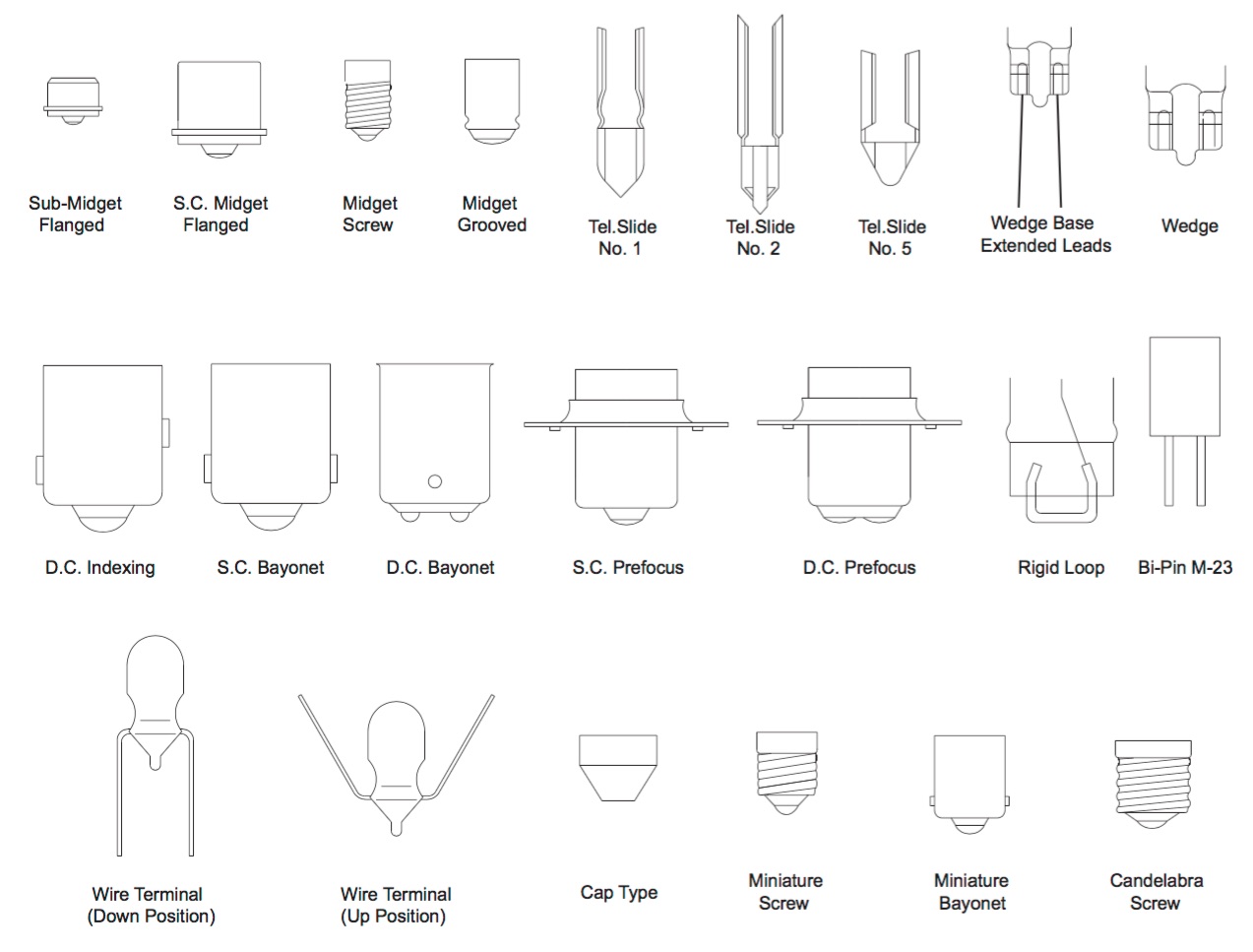
The base provides support and convenient electrical contact for the lamp. Most lamps make contact with the base by means of solder connections, although for applications involving high ambient heat or intense vibration, either hard solder or brass contacts may be ordered.
Certain base styles have particular advantages. For example, bayonet type bases are preferred over screw bases where vibration exists, while flanged types are used to provide more exacting filament location. There are many styles and sizes of bases available, as evidenced by the illustration below.
Panel Mount Indicator
LED Watertight PMI Build Your Own Indicator Neon Incandescent More
Circuit Board Indicators
LEDs
Latest Products
Check all the Latest Products
Custom Wire Harness
Custom Solutions
Custom Design Capabilities
Technical Resources
Product VideosBrochuresCustom SolutionsNewsCase StudiesFAQsGlossaryVideo Webinar
Purchasing
Product
Videos
Learn more about our products
The Latest
Contact
Contact Us
Call Us 1.800.522.5546